













Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Torich International Limited--The Steel Tube Maker
Modell: GB9948-1988
Marke: Zu reich
Verpakung: In Bündeln mit seetüchtiger Verpackung
Produktivität: 50000 tons per year
Transport: Ocean,Land,Air
Ort Von Zukunft: China
Unterstützung über: 50000 tons per year
Zertifikate : ISO9001
Zahlungsart: L/C,T/T
Incoterm: FOB,CFR,CIF
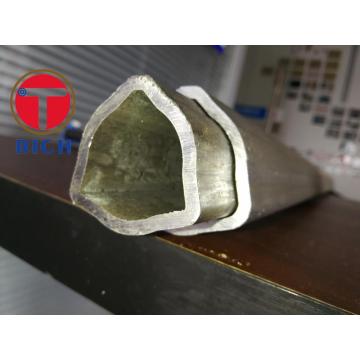
Nahtloses Stahlrohr zum Cracken von Erdöl, hergestellt nach GB 9948-88
Wir sind Hersteller der nahtlosen Stahlrohre in China, wenn Sie nahtloses Kohlenstoffstahlrohr, Öl-Zylinder-Stahlrohr, Präzisions-nahtloses Stahlrohr, Hydraulikzylinder-Stahlrohr kaufen möchten, treten Sie mit uns bitte in Verbindung.
Dieses Rohr wird zum Cracken von Erdöl verwendet. Das nahtlose Erdölcrackstahlrohr wird durch Warmwalzen, kaltgezogen, gemäß dem chinesischen Standard GB 9948-88 hergestellt.
GB 9948-88, eine Norm gilt für die Herstellung von Warmwalz- oder kaltgezogenen nahtlosen Stahlrohren, die zum Cracken von Erdöl, Wärmetauschern und Rohrleitungen verwendet werden.
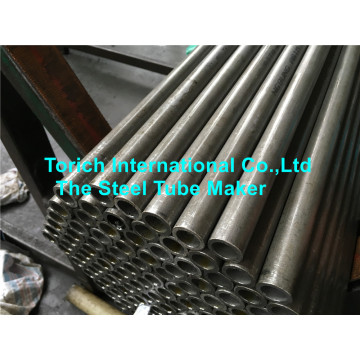
Nahtlose Stahlrohre für Erdöl
Stahl Klasse: 20 12CrMo 1Cr5Mo 1Cr19Ni11Nb
Feature für Seamless Petroleum Cracking Rohr: Warmwalzen / kalt gezogene nahtlose Stahlrohr
Anwendung von Seamless- Erdöl-Cracking-Rohr : Für Cracking, Wärmetauscher und Pipeline
Produzieren Sie Methode für nahtloses Erdölkrackrohr: Heißes Rollen, kalt gezeichnet
Das nahtlose Erdölcrackingrohr `s Material / Stahlsorte: 10 # / 20 # / 12CrMo / 15CrMo / 1Cr2Mo / 1Cr5Mo / 1Cr19Ni9 / 1Cr19Ni11Nb
Chemische Zusammensetzung:
|
Steel Grade |
Chemical composition % |
||||||||
|
C |
Mn |
Si |
Cr |
Mo |
Ni |
Nb+Ta |
S |
P |
|
|
10 |
0.07-0.14 |
0.35-0.65 |
0.17-0.37 |
≤0.15 |
/ |
≤0.25 |
/ |
≤0.035 |
≤0.035 |
|
20 |
0.17-0.24 |
0.35-0.65 |
0.17-0.37 |
≤0.25 |
/ |
≤0.25 |
/ |
≤0.035 |
≤0.035 |
|
12CrMo |
0.08-0.15 |
0.40-0.70 |
0.17-0.37 |
0.40-0.70 |
0.40-0.55 |
≤0.30 |
/ |
≤0.035 |
≤0.035 |
|
15CrMo |
0.12-0.18 |
0.40-0.70 |
0.17-0.37 |
0.80-1.10 |
0.40-0.55 |
≤0.30 |
/ |
≤0.035 |
≤0.035 |
|
1Cr2Mo |
≤0.15 |
0.30-0.60 |
0.50-1.00 |
2.15-2.85 |
0.45-0.65 |
/ |
/ |
≤0.030 |
≤0.035 |
|
1Cr5Mo |
≤0.15 |
≤0.60 |
≤0.50 |
4.00-6.00 |
0.45-0.60 |
≤0.60 |
/ |
≤0.030 |
≤0.035 |
|
1Cr19Ni9 |
0.04-0.10 |
≤2.00 |
≤1.00 |
18.00-20.00 |
/ |
8.00-11.00 |
/ |
≤0.030 |
≤0.035 |
|
1Cr19Ni11Nb |
0.04-0.10 |
≤2.00 |
≤1.00 |
17.00-20.00 |
/ |
9.00-13.00 |
≥8C%-1.00% |
≤0.030 |
≤0.035 |
Mechanische Eigenschaften :
|
Steel Grade |
Mechanical Properties |
||||
|
Tensile Strength MPa |
Yield Strength MPa |
Elongation % |
Impact energy Ak J |
Hardness HB |
|
|
10 |
330-490 |
≥205 |
≥24 |
/ |
/ |
|
20 |
410-550 |
≥245 |
≥21 |
≥39 |
/ |
|
12CrMo |
410-560 |
≥205 |
≥21 |
≥55 |
≤156 |
|
15CrMo |
440-640 |
≥235 |
≥21 |
≥47 |
≤170 |
|
1Cr2Mo |
≥(390) |
≥(175) |
≥(22) |
≥(92) |
≤(179) |
|
1Cr5Mo |
≥390 |
≥195 |
≥22 |
≥92 |
≤187 |
|
1Cr19Ni9 |
≥520 |
≥205 |
≥35 |
/ |
/ |
|
1Cr19Ni11Nb |
≥520 |
≥205 |
≥35 |
/ |
/ |
1. Toleranz für den Außendurchmesser und die Wandstärke:
|
Steel Type |
Steel Size |
Tolerance |
|
|
Hot rolling tube |
OD |
≤159 |
±1.00% |
|
>159 |
±1.25% |
||
|
WT |
≤20 |
±12.5% |
|
|
>20 |
±10.0% |
||
|
Cold drawn tube |
OD |
≤30 |
±0.20 |
|
30-50 |
±0.30 |
||
|
>50 |
±0.8% |
||
|
WT |
≤3 |
+12% -10% |
|
|
>3 |
±10& |
||
2. Biegetoleranz:
WT≤15 mm, Biegung≤1.5mm / m
WT > 15mm, Biegen≤2.0mm / m
3. Endform des Gaszylinderrohres :
Beide Enden des Rohres sollten zu einer vollständigen Endfläche senkrecht zur Achse geschnitten werden und Grate entfernen
4. Ovalität und Wandunebenheit:
Die ovalität und wand unebenheit sollte nicht mehr als 80% der OD und wandstärke. (Oder nach kundenwunsch)
5. Delevery Bedingung:
Bei 10 # / 20 # sollte das Warmwalzrohr fertiggewalzt sein, und die kaltgezogenen Rohre sollten normalisiert sein.
Bei 12CrMo / 15CrMo / 1Cr2Mo sollte das Warmwalzrohr rollfertig und temperiert sein und die kaltgezogenen Rohre sollten normalisiert und angelassen werden.
Für 1Cr5Mo sollten die Rohre geglüht werden.
Für 1Cr19Ni9 ist eine Lösungsbehandlung erforderlich, und die Lösungstemperatur sollte nicht unter 1040 ° C liegen.
Für 1Cr19Ni11Nb ist eine Lösungsbehandlung erforderlich, und die Lösungstemperatur für das Warmwalzrohr sollte nicht weniger als 1040 ℃ betragen, während für das kaltgezogene Rohr nicht weniger als 1095 ℃ gelten sollten.
6. Tests:
1. Biegetest
2. Hydraulischer Test:
Wirbelstromprüfung, Ultraschallprüfung kann anstelle von hydraulischen Tests verwendet werden.
3. Abflachungstest
4 . Erweitern Sie den Test
Produktgruppe : Nahtlose Stahlrohre










Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.